- English
- Afrikaans
- שפה עברית
- Cymraeg
- беларускі
- Hrvatski
- Кыргыз тили
- Kurdî
- IsiXhosa
- Zulu
- Punjabi
- Somali
- O'zbek
- Հայերեն
- Sundanese
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- český
- ελληνικά
- український
- Javanese
- فارسی
- नेपाली
- Burmese
- ລາວ
- Қазақша
- Македонски
- Română
- Srpski језик
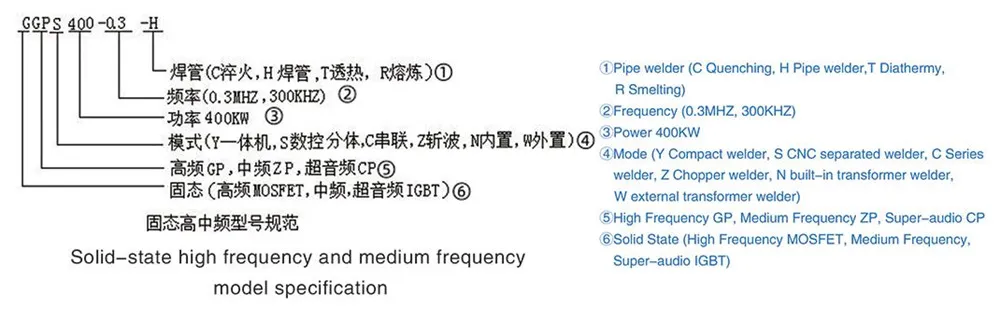
SELECTAREA PUTERII ŞI FRECVENŢEI SUDORULUI DE ÎNALTĂ FRECVENŢĂ
Sudorii de înaltă frecvență au multe modele. Un strat de 50 KW pentru sudor de putere mică, un strat de 100 KW pentru sudor de putere medie, un strat de 200 KW sau 300 KW pentru sudor de mare putere.
1. Alegerea puterii se bazează în principal pe tipul de țeavă produs și pe viteza de producție necesară. În plus față de puterea sudorului de înaltă frecvență, există mulți factori care afectează viteza de sudare, cum ar fi: grosimea peretelui țevii de oțel, diametrul, materialul; diametrul inductorului, ture, tub de cupru; și diametrul, lungimea, materialul și răcirea tijei magnetice ; dimensiunea unghiului de deschidere a țevii de oțel înainte de rola de extrudare.etc.
În mod normal, luăm ca bază principală cea mai mare grosime a peretelui țevii de oțel produsă de utilizator, când grosimea peretelui este de aproximativ 1 mm, utilizați un sudor de 100KW; grosimea peretelui este de aproximativ 2 mm, utilizați un sudor de 200 kW. Și așa mai departe, grosimea peretelui este de aproximativ 8 mm, utilizați un sudor de 800KW. Cu cât diametrul țevii de oțel este mai mare, cu atât viteza este mai mică. În condiții normale, conform acestui principiu, viteza poate îndeplini practic cerințele. În cazurile în care există cerințe speciale pentru viteză, sunt necesare considerații speciale. Sudorii mari pot suda țevi mici, în timp ce sudorii mici pot suda țevi mari, doar viteza este diferită.
Alegerea puterii ar trebui să ia în considerare și capacitatea și prețul sursei de alimentare din fabrică.
2. Alegerea frecvenței este simplă. Peretele în mod normal subțire și frecvența sudorului cu putere mică va fi ridicată; peretele gros și frecvența sudorului cu putere mare va reduce. Putem produce sudor de la 100 KHZ la 600 KHZ. Sub sudare completă, dacă frecvența este mai mare, atunci se va economisi mai mult energie electrică. Zona afectată de căldură sudată este îngustă.